reducing springback error of a sheet metal part Explore our complete guide to overcoming springback in sheet metal forming and ensure flawless, precise fabrication results. Springback is the term used to describe the geometric changes made to an object as it attempts to return to . Our goal is to provide top tier machining tools and complete manufacturing solutions to its North American customers. Therefore continuing expansion of product lines to include vertical .
0 · springback correction tooling
1 · springback correction pdf
2 · sheet metal springback correction
3 · how to reduce springback stamping
4 · how to reduce springback bending
5 · how to reduce springback
6 · how to correct springback steel
7 · how to correct springback control
Z is a 1969 political thriller film directed by Costa-Gavras, from a screenplay he co-wrote with Jorge Semprún, adapted from the 1967 novel by Vassilis Vassilikos.The film presents a thinly fictionalized account of the events surrounding the assassination of democratic Greek politician Grigoris Lambrakis in 1963. With its dark view of Greek politics and its downbeat ending, the .
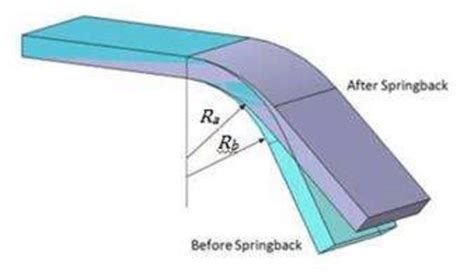
Springback is a reverse elastic deformation that occurs during unloading, and it is a common phenomenon in the sheet metal stampingprocess. Springback is particularly severe during bending and drawing processes, which has a significant impact on the dimensional accuracy, production efficiency, and economic . See moreWhen a sheet metalis subjected to an external bending moment, it first undergoes elastic bending deformation. In the elastic bending stage, the deformation of the sheet metal is minimal when the bending radiusis large and the inner bending radius of the . See more
Explore our complete guide to overcoming springback in sheet metal forming and ensure flawless, precise fabrication results. Springback is the term used to describe the geometric changes made to an object as it attempts to return to . The method involves applying tangential tension during sheet metal bending, altering the stress state and distribution inside the sheet metal, causing the entire section to undergo plastic tensile deformation.An example is to reduce sidewall curl by replacing sheet metal flowing through draw beads and over a die radius with a simple 90 degree bending operation. A third approach for correcting springback problems is to modify product design . All potential forming processes and springback-control techniques will benefit from virtual sheetmetal forming analysis (computerized die tryout). These codes evaluate the .
springback correction tooling
A depiction of springback in a simple bend can be seen in Figure 1. Springback is inherent in sheet metal forming. It can be can be understood by looking at a material’s stress . Discover effective strategies to minimize springback in sheet metal parts through material selection, tooling design, process adjustments, and more. Ensure your metal parts .An accurate prediction of springback in sheet metal forming processes requires complex hardening material models. In this research, numerical analysis of the springback in U-bending .
retrofit electrical boxes
Springback is a fundamental challenge in sheet metal forming and a critical issue with respect to part quality and dimensional accuracy. To overcome the problem, different .Introduction. What Is Springback In Sheet Metal Bending? Factors Affecting Springback. Calculate Springback Valve In Sheet Metal Bending. Solutions To Mitigate Springback. Conclusion. Sheet metal bending is a critical . For purposes of this review, springback is the elastically driven change of shape of a metal sheet during unloading and following forming. Scientific advances related to this topic have accelerated dramatically over roughly the last decade, since the publication of two reviews in the 2004–2006 timeframe (Wagoner, 2004, Wagoner et al., 2006).The current review focuses on . At the end of the forming process, when the part has been released from the forces of the forming tool, there is a distortion in the shape and dimension of the formed part. This distortion is termed springback. A depiction of springback in a simple bend can be seen in Figure 1. Springback is inherent in sheet metal forming.
springback correction pdf
The Sheet metal forming (SMF) is one of forming processes performed on metal sheets, strips, and coils. Press working is the term often applied to sheet metal operations because the machines used to perform these operations are press machines. A part produced in a sheet metal operation is often called a stamping product. Moreover, the data of the springback shapes, after unloading, of the sheet metal parts formed with the trial and corrected tool paths, used for iterative correction of tool path in the algorithm, are obtained with finite element model (FEM) simulation. Discover effective strategies to minimize springback in sheet metal parts through material selection, tooling design, process adjustments, and more. Ensure your metal parts maintain desired shapes and dimensions. . It is not always possible to fully reduce spring back; some level of rebound may still exist in bent sheet metal parts; therefore .
Predicting and Reducing Springback in Bending of an Aluminum Alloy and Selected Advanced High Strength Steels (AHSS) THESIS Presented in Partial Fulfillment of the Requirements for the Degree Master of Science in the Graduate School of The Ohio State University By Tanmay Gupta Graduate Program in Mechanical Engineering The Ohio State University 2019 Master's . Sheet springback and structural deformation of the folding mechanism are key issues in the sheet metal–forming process. Elastic-plastic bending theory and numerical simulation are applied to study the forming performance of sheet metal. First, a springback prediction model under general assumptions is established, based on the constitutive .
The final form of the parts in sheet metal forming, especially in U bending, is highly affected by the springback occurring when the material is set free of the forming constraints. Electromagnetic (EM) [12] is a newer methods for springback compensation.The magnetic impact applies stresses to the sheet that causes a part of its cross-section, which remains in an elastic state after forming, to yield, and the springback is reduced or lost [13].Golovashchenko [14, 15] reported the electromagnetic calibration process for AA6111-T4 .
Fig.12. Results of springback analysis of the inner fender on chassis sheet metal part taken from DYNAFORM that is shown in Z1915 and Z1915A cross-sections 10 . Fig.10. BEYÇELİK GESTAMP company produced panel with reference points. Fig.13. Results of springback analysis of the inner fender on chassis sheet metal part taken from DYNAFORM.
Setting drawbead on parts prone to springback will make the parts more fully formed and the stress distribution more uniform, thus reducing the springback. Solutions to Bending Rebound. 1) Correct bending Correcting the bending force will concentrate the punching force on the bending deformation zone, forcing the inner metal to be extruded.
It is shown that multi-stage forming is very effective for reducing springback, and that a small punch-forming angle and die radius reduce springback, whereas the die angle does not have a large .
Springback is the main concern in U-shaped part forming, which would adversely affect desired part geometries. The use of variable blankholder force in the forming process is one effective method to reduce springback. However, there has not been a systematic way to determine the blankholder force trajectory. In this article, a methodology of obtaining this . Lower springback simulation accuracy is a common problem for large complex sheet metal parts with FE software. The springback of V-free bending is studied in this paper by using a self-developed . A method for the design of sheet metal forming dies to produce a specified part shape, taking into account springback, has been developed. The “displacement adjustment” method (DA) is an iterative technique based on comparing a target part shape with a formed-and-unloaded part shape simulated using finite elements. A simple single-turn actuator was used to produce an electromagnetic impulse along the concave side of the bend, outward into an open die area using the actuator shown in Fig. 1.A schematic cross-section through the tooling is shown in Fig. 2.The actuator height is 8.5 mm with a 5 mm radius corner and the maximum width of 25 mm.There is a 8.5 mm gap along .
retro steel sink base cabinets
8. Thickness distribution in the formed part. Springback is very sensitive to a number of factors that affect local deformation, including strain distribution and type of contact. Stretching and thinning are the preferred mode of deformation to reduce springback in the cold metal forming (Lee et al., Citation 2005). Thickness distribution was .1. Introduction he Sheet metal forming (SMF) is one of forming processes performed on metal sheets, strips, and coils. Press working is the term oten applied to sheet metal operations because the machines used to perform these operations are press machines. A part produced in a sheet metal operation is oten called a stamping product.
Generally, due to the effect of the springback, die designs are typically accomplished by the construction of multiple prototypes. In the automotive industry, it is expected that the design of a die for a given part may undergo 5–10 iterations before a satisfactory geometry is obtained.
Due to the fact the sheet metal work hardens during forming/drawing, it is desirable to stretch a sheet metal part as much as possible to increase part strength, and thereby increase the rigidness of the part and lessen the effect of springback. Stretch forming is often a more effective solution to springback problems than direct compensation. Yijin Hardware Sheet metal processing offers solutions to help reduce common defects, ensuring your projects avoid these pitfalls and deliver top-quality results. In this article, we’ll explore the most frequent defects in sheet metal processing and how you can avoid them. 1. Warping and DistortionInvestigation on the influence of springback on precision of symmetric-cone-like parts in sheet metal incremental forming process behzad heidarshenas 2019, International Journal of Lightweight Materials and Manufacture
sheet metal springback correction
back of this part after forming. To reduce the error, an . the data of the springback shapes, after unloading, of the sheet metal parts formed with the trial and corrected tool paths, used for iterative correction of tool path in the algo-rithm, are obtained with finite element model (FEM) simu- . simply reduce springback lies in designing .Semantic Scholar extracted view of "Tooling and binder design for sheet metal forming processes compensating springback error" by A. P. Karafillis et al. . reconfigurable tooling are available for production of sheet metal parts, but there is a need for a formalism that . assembly difficulties with adjacent parts. A process to greatly reduce
Sheet metal stamping plays a major role in many industries today. As part components get smaller and tolerances get tighter, the dimensional accuracy of a stamped part becomes a crucial factor in determining the overall quality of the part. In most, if not all, sheet metal forming processes, springback is the major problem faced.New improved stamping conditions able to reduce springback may also reduce the magnitude of a, reducing the severity of the residual force matrix F. . Key Eng Mater 177–180:497–502 9. Campana F, Cortese L, Placidi F (2005) FEM evaluation of springback after sheet metal forming: application to high strength steels of a combined isotropic .the sheet metal parts formed with the trial and corrected tool paths, used for iterative correction of tool path in the algo- rithm, are obtained with finite element model (FEM) simu-
retrofit ceiling electrical box
rework electrical box home depot
The Zebra Stainless Steel Lunch Box is a sturdy container perfect for home, school and the campsite. The food grade SUS304 stainless steel box is a snap lock design and also contains a round inner box to keep everything inside safe and sound. Perfect for packing and enjoying a campfire meal from!
reducing springback error of a sheet metal part|how to reduce springback bending